

Hot keywords: wire forming machine/bending machine | looping machine/rounding machine/circling machine | looping butt welding machine
|
Product Details
Position:
Home>
Product Details
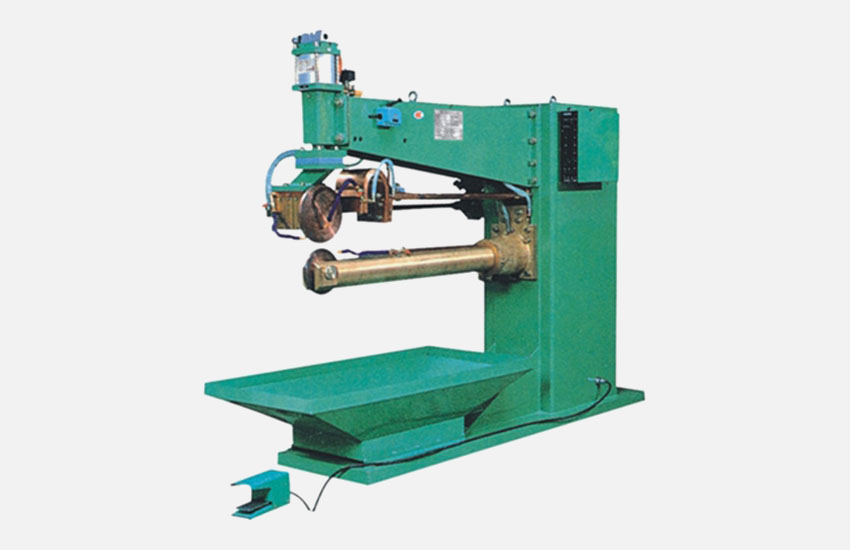
FN AC Straight Seam Welding Machine
Introduction to Seam Welding Machine Seam welding machine is also called seam welding machine. Seam welding machine means that the weldment is assembled into lap or butt joints and placed between two roller electrodes. A resistance welding machine with a continuous weld. It can also be said that the seam welding machine is an evolution of spot welding. Seam welding is widely used in the manufacture of joints that require tightness, and is sometimes used to weld ordinary non-sealed sheet metal parts. The thickness of the welded metal material is usually 0.1 to 2.5 mm. Seam welding machine is divided into straight seam welding machine, circular seam welding machine and straight seam welding machine. This seam welding machine is a straight seam seam welding machine, developed and produced by Zhongbang welding machine. 1. The use of seam welding machine Circumferential seam seam welding machine is mainly used for butt welding of carbon steel and stainless steel round workpieces. Single seam or double seam can be selected according to specific requirements. Compared with the vertical circumferential seam seam welding machine, there is no too much restriction on the length of the weldment. Long pipes of three or four meters can be welded easily. This equipment can be widely used in the welding of hydraulic oil cylinders, automobile steering racks, transmission shafts, air storage cylinders, chemical and pharmaceutical containers, liquefied gas tanks, fire fighting equipment, drums and liquid storage cylinders for mines and production lines. 2. The main configuration and functions of the straight seam seam welding machine Bed structure: Welded structure to ensure the rotating diameter of the workpiece and the strength of the bed. The bed is heat treated. The welding ** is relatively fixed, the workpiece rotates, and the welding position is horizontal. The workpiece is clamped and moved by a three-jaw chuck, with a lifting support mechanism in the middle. Spindle box: The spindle is equipped with a gap fine-tuning device to effectively adjust the spindle runout after the bearing is worn. The radial and end runout of the spindle is less than 0.15mm. The coaxiality between the tailstock and the main shaft is less than 0.15mm. Workpiece support: using linear guides, the position and height of the first work piece is manually adjusted, and the rise and fall are automatically controlled after adjustment. The workpiece support mechanism can move longitudinally along the guide rail to adapt to the welding of workpieces of different lengths. Welding** system: motor drive (automatic/manual), adjustable lifting height for each circle, adjustable welding ** angle, welding ** fine-tuning, welding ** can move left and right. Swing system: Welding gun must have swinging and lifting functions to realize automatic lifting and swinging of welding gun during the welding process to complete multi-layer welding and fill the weld bead. Swing speed: 0-100 times per minute. Swing range: 0~25mm. Anti-radiation light device: install the anti-radiation light door and close it manually when welding. Seam welding machine welding process: parameters can be set in layers (including rotation angle), continuous welding. The swing of the welding rod needs to have an automatic zero return function. The number of welding turns can be set from 1 to 10 turns. It has the function of high voltage, slow wire feeding and arc ignition to ensure reliable arc ignition; and the function of low voltage and low current to close the arc and fill the arc crater. Seam welding machine Welding power supply: imported power supply, water-cooled welding**, suitable for long-term welding. When the circulating cooling water tank does not start, an alarm will be issued and the welding function cannot be started. PLC is used to control the coordination of the operation and action of the whole machine, as well as the rotation of the workpiece during the welding process, the swing frequency, amplitude, and swing time of the welding agent, the time of the welding agent automatic lifting, the lifting distance, the number of lifting, etc. Welding ** swing and synchronous lifting adopt a stepping motor control system, welding length adopts closed-loop detection, and position detection adopts imported non-contact switch detection. Next
|

CONTACT US
Address: Building 2, Honghong Industrial Park, No. 105, Shiyu Road, Dongyong Town, Nansha District, Guangzhou
Mobile: 13710007747 (Mr. Chen)
Phone: 020-39101173
Fax: 020-39101172
WeChat: 13710007747
Email: zongbang@126.com